BUSINESS
事業案内

- バフ研磨#200番
- バフ研磨#400番
- バフ研磨#600番
- ヘアライン加工
バフ研磨#200番

-
バフ研磨#200番は、光沢のない仕上がりが特徴で、溶接跡の除去やバリ取り、製品の下地処理などに使用します。サテンバフでの仕上がりとなります。
マスキングを施したり、数種の研磨剤の使い分けなど、各製品の研磨加工に応じたバフ研磨を行っております。
バフ研磨 #200番の用途
#200番のバフで研磨される主な素材
各銅材 ステンレス アルミ チタン 真鍮など
#200番のバフで研磨される主な製品
食品工場関連機器 医療品 プラント品 真空装置など
バフ研磨例
- バフ研磨#200番加工前

- バフ研磨#200番加工後

左が加工前、右がバフ研磨#200番で加工したものです。 鉄バフで製品の下地を研磨し、光沢のない、サテンバフ仕上げとなっています。バフ研磨する製品に応じた、マスキング処理、手作業による細部の研磨も行っており、各番手以上の仕上がりをご実感いただけると思います。洗浄を行ったうえでの納品体制が整っております。
バフ研磨#400番

-
バフ研磨#400番は、光沢のある仕上がりが特徴で、製品の内外面の加工、前後処理などに使用します。サイザルバフでの仕上がりとなります。
マスキングを施したり、数種の研磨剤の使い分けなど、各製品の研磨加工に応じたバフ研磨を行っております。
バフ研磨 #400番の用途
#400番のバフで研磨される主な素材
各銅材 ステンレス アルミ チタン 真鍮など
#400番のバフで研磨される主な製品
食品工場関連機器 医療品 プラント品 真空装置 車両関係 ステレオパネル 装飾品など
バフ研磨例
- バフ研磨#400番加工前
- バフ研磨#400番加工後

左が加工前、右がバフ研磨#400番で加工したものです。
鉄バフで製品の下地を研磨し、光沢感のある、サイザルバフ仕上げとなっています。バフ研磨する製品に応じた、マスキング処理、手作業による細部の研磨も行っており、各番手以上の仕上がりをご実感いただけると思います。洗浄を行ったうえでの納品体制が整っております。
バフ研磨#600番

-
バフ研磨#600番は、バフ研磨#400番より、さらに光沢のある仕上がりをもっています。鏡面加工ともいえるを精緻さを実感いただけると思います。製品の内外面の加工、前後処理などに使用します。サイザルバフでの仕上げた後、さらにネルバフで仕上げております。
マスキングを施したり、数種の研磨剤の使い分けなど、各製品の研磨加工に応じたバフ研磨を行っております。
バフ研磨 #600番の用途
#600番のバフで研磨される主な素材
各銅材 ステンレス アルミ 真鍮など
#600番のバフで研磨される主な製品
食品工場関連機器 医療品 プラント品 真空装置など
バフ研磨例
- バフ研磨#600番加工前
- バフ研磨#600番加工後

左が加工前、右がバフ研磨#600番で加工したものです。
鉄バフで製品の下地を研磨し、サイザルバフとネルバフでの仕上げとなっています。鏡面加工ともいえる品質を保持しています。バフ研磨する製品に応じたマスキング処理、手作業による細部の研磨も行っており、各番手以上の仕上がりをご実感いただけると思います。洗浄を行ったうえでの納品体制が整っております。
ヘアライン加工

-
ヘアライン加工には、主にバンドグラインダーやスクラッチの2種類のヘアライン加工機を使用します。
光沢のない仕上げをされる場合に使用し、各種装飾品やステレオパネルなどの表面処理にも用いられます。
ヘアライン加工の用途
加工可能サイズや大型装飾品などはご相談ください。
ヘアライン加工で研磨される主な素材
ステンレス アルミ 真鍮など
#600番のバフで研磨される主な製品
ステレオパネル 各種装飾品など
ヘアライン加工例
- ヘアライン加工前

- ヘアライン加工後

左が加工前、右がヘアライン#100番で加工したものです。
へアライン加工する製品のキズや凹凸を研磨した後、バンドグラインダーやスクラッチで加工します。研磨後とヘアライン加工後の2回にわたり素材表面の検査を行い、加工精度の向上に努めています。アール部分などの細部は、熟練した職人による手作業でのヘアライン加工も施しております。
- ガラスビーズ
- サンドブラスト(アルミナビーズ)
- サンドブラスト(鉄粉)
ガラスビーズ

-
ガラスビーズを用いたサンドブラストは、各種サンドブラスト機、サンドブラスト専用シェルターで加工を施します。
サンドブラスト材であるガラスビーズを、圧縮空気で製品の表面や内面に吹き付け、さびや汚れの除去、溶接跡の焼け取り加工を施します。製品の化粧仕上げ、アルマイト前の下地処理などを行う加工処理方法です。
ガラスビーズは各種サンドブラスト加工のなかでも、光沢感のある仕上がりが特徴です。
半導体部品などに利用される頻度が高い加工方法です。
サンドブラスト(ガラスビーズ)の用途
サンドブラスト(ガラスビーズ)で加工される主な素材
ステンレス アルミ モリブデン チタンなど
サンドブラスト(ガラスビーズ)加工可能なサイズ
半導体部品から大型真空チャンバーまで対応します
700mm×960mm 2500mm×2500mm
サンドブラスト(ガラスビーズ)加工される主な製品
真空チャンバー 防着板 半導体部品 装飾部品 電気・電子部品 など
サンドブラスト(ガラスビーズ)加工例
- ガラスビーズ加工前

- ガラスビーズ加工後

左が加工前、右がガラスビーズ#60番で加工したものです。
ガラスビーズ加工は、アルミナビーズや鉄粉でのサンドブラスト加工より、光沢が生かされ、艶のある仕上がりとなります。サンドブラスト前に製品の洗浄を行うことにより、ガラスビーズ加工の精度をあげ、ムラを抑え、加工後の取り扱いなどにも細心の注意を払っております。専用シェルターでは、製品の細部まで細やかな配慮が行き届く、手作業による加工も行っております。
サンドブラスト(アルミナビーズ)

-
アルミナビーズを用いたサンドブラストは、各種サンドブラスト機、サンドブラスト専用シェルターで加工を施します。
サンドブラスト材であるアルミナビーズを、圧縮空気で製品の表面や内面に吹き付け、さびや汚れの除去、溶接跡の焼き取り加工を施します。
製品の化粧仕上げ、アルマイト前の下地処理などを行う加工処理方法です。
サンドブラスト(アルミナビーズ)の用途
サンドブラスト(アルミナビーズ)で加工される主な素材
ステンレス 真鍮 アルミ チタン モリブデンなど
サンドブラスト(アルミナビーズ)加工可能なサイズ
半導体部品から大型真空チャンバーまで対応します
700mm×960mm 2500mm×2500mm
サンドブラスト(アルミナビーズ)加工される主な製品
半導体部品 真空チャンバー 防着板など
サンドブラスト(アルミナビーズ)加工例
- アルミナビーズ加工前

- アルミナビーズ加工後

左が加工前、右がアルミナビーズ#60番で加工したものです。
アルミナビーズは光沢をやや抑えた、マット感のある仕上がりになります。サンドブラスト前に製品の洗浄を行うことにより、アルミナビーズ加工の精度をあげ、ムラを抑え、加工後の取り扱いなどにも細心の注意を払っております。専用シェルターでは、製品の細部まで細やかな配慮が行き届く、手作業による加工も行っております。
サンドブラスト(鉄粉)
-
鉄粉を用いたサンドブラストは、手打ちブラスト機、コンベアブラスト機、テーブルブラスト機などで加工を施します。
サンドブラスト材である鉄粉を、グリット材を用いた圧縮空気や回転翼で投射し、製品の表面に吹き付け、各製品、アルマイト前の下地処理やバリ取りなどを行う加工処理方法です。
鉄粉は各種サンドブラスト加工のなかでも、光沢感を抑えた仕上がりをもっています。
サンドブラスト(鉄粉)の用途
サンドブラスト(鉄粉)で加工される主な素材
ステンレス 真鍮 アルミ 鉄など
サンドブラスト(鉄粉)加工可能なサイズ
800mm×800mm 430mm×3000mm 700mm×960mm
サンドブラスト(鉄粉)加工される主な製品
ステレオパネル アルミホイール 防着板など
サンドブラスト(鉄粉)加工例
- 鉄粉加工前

- 鉄粉加工後
左が加工前、右が鉄粉#80番で加工したものです。
鉄粉加工はアルミナビーズ加工より、さらに光沢感を抑えた仕上がりになります。サンドブラスト前に製品の洗浄を行うことにより、鉄粉加工の精度をあげ、ムラを抑え、加工後の取扱いなどにも細心の注意を払っております。ご要望があれば、専用シェルターでの加工も承ります。
- アルミの切削加工
- アルミ切削加工の流れ
- アルミ切削加工素材
アルミの切削加工

-
アルミの切削加工は、コンピュータ制御された最新鋭のマシニングセンターで行います。
半導体真空部品を主体に、機械部品や電気部品などの切削加工を取り扱っております。
アルミはキズがつきやすい素材のため、切削中はもちろんのこと、切削前の製品の固定、マシニングセンターからの取り出しなど、取り扱いには細心の注意を払っております。
アルミ切削加工の特徴
最小ロット数
最小ロット数/1個から
切削可能なサイズ
- VM900(OKK) X2000mm Y900mm Z600mm
- VM7Ⅲ(OKK) X1530mm Y740mm Z500mm
- VM5Ⅲ(OKK) X1050mm Y510mm Z400mm
- VM43R(OKK) X700mm Y400mm Z300mm
- ブラザータッピングセンタ
- メガターン900M (旋盤複合機)(ヤマザキマザック) φ900
- 3次元測定機(東京精密) 800×800
切削により作られるもの
半導体真空部品 機械部品 電気部品など
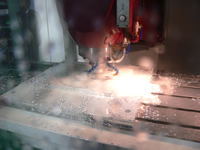
切削加工の風景


アルミ切削加工の流れ
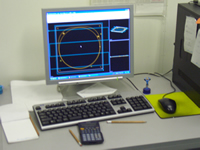
-
-
パソコン入力
図面などから切削する数値を入力していきます。
-
データ転送
パソコンからマシニングセンターにデータを転送します。
-

-
-
製品セット
切削する製品をマシニングセンターにセットします。
-
切削スタート
マシニングセンターの画面で入力数値などを再確認し、切削していきます。
-
-
-
切削中
マシニングセンターが指定した切削を行っているか常に確認し、慎重に作業を進めていきます。
-
切削終了
マシニングセンターから切削した製品を取り出し、寸法などに狂いがないか最終確認を行います。
-
-
-
納品
研磨などが必要であれば、製品に応じた加工処理を施し納品となります。
-
アルミ切削加工素材
浩伸技研で取り扱うアルミ素材の一部をご紹介いたします。ご注文時のアルミ選定の参考にお役立てください。
これらの素材のほかにもさまざまな素材に対応しております。詳細についてはお問い合わせください。
A5052
JIS規格
H4000、A5052P
特徴
52SとはA5052の旧呼称です。5000系のAl-Mg合金で中程度の強度があり、耐食性、溶接性が良好なアルミ合金です。
使用される主な製品
薄版から厚板まであらゆる分野で用いられます。
A1050
JIS規格
H4000、A1050P
特徴
1000系のAl純度99.5%以上の純アルミニウムで電気・熱伝導性、曲げ絞り加工性、表面処理性に優れ、耐食性はアルミニウム合金中、最良のものです。一般に純アルミは合金アルミに比べ強度は劣ります。
使用される主な製品
主に熱交換器、科学装置、装飾品、複写機ドラム、配管そのほか一般に用いられます。
A6061
JIS規格
H4000、A6061P
特徴
61SとはA6061の旧呼称です。6000系のAl-Mg-Si合金で、熱処理型の耐食性合金です。強度と耐食性が高レベルでバランスのとれている素材です。
使用される主な製品
主にリベット用材、自動車用部品、半導体製造装置などに用いられます。
A7075
JIS規格
H4000、A7075P
特徴
75SとはA7075の旧呼称です。7000系のAl-Zn-Mg合金でアルミニウム合金中、最高の強度をもつ合金のひとつです。
使用される主な製品
主に航空機部品や各種金型などに用いられます。